

Описание
Страна : Италия
Год : 1924
Летающая лодка
Трехместная туристическая /учебная летающая лодка-амфибия
Savoia-Marchetti S.56
Трехместная учебная/туристическая летающая лодка S.56 была построена в 1924 году. Она была выполнена по схеме биплана и имела преимущественно деревянную конструкцию, а первый и второй пилоты сидели в расположенных бок о бок кабинах со сдвоенным управлением. Позади них размещалась третья кабина. Силовая установка включала 70-сильный (52 кВт) ПД Anzani.
Две лодки S.56A были оснащены ПД Anzani в 80 л. с. (60 кВт) и имели несколько больший размах крыла. Они получили амфибийные возможности, благодаря установке убирающегося колесного шасси с ручным приводом.
Как минимум 12 S.56A были проданы частным владельцам и аэроклубам, а четыре использовались для обучения в ВВС Италии. Эти самолеты снабжались различными двигателями, включая 115-сильный (86 кВт) Fiat A.53, 135-сильный (101 кВт) Fiat A.54 и Walter Venus.
Компания "American Aeronautical Corporation" начала лицензионный выпуск S.56 в 1929 году, используя на своих самолетах 90-сильный (67 кВт) ПД Kinner K5. За тремя двухместными машинами последовали не менее 40 трехместных самолетов.
В 1930 году в США был облетан S.56B со 125-сильным (93 кВт) ПД Kinner B5. Один такой самолет был построен с закрытой кабиной. Позднее машина была переделана в одноместный вариант с дополнительными топливными баками и, получив обозначение S.56C, использовалась для кругосветного перелета американским бизнесменом Захарией Рейнольдсом.
Цельнометаллический вариант S.56 был построен в 1932 году американской компанией "Edwin Budd Corporation" и получил обозначение Budd BB-1.
ТАКТИКО-ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
American Aeronautical S.56A
Тип: трехместная туристическая/учебная летающая лодка-амфибия
Силовая установка: один радиальный ПД Kinner B5 мощностью 90 л. с. (67 кВт)
Летные характеристики: максимальная скорость 138 км/ч; потолок 1670 м; продолжительность полета 3 ч
Масса: пустого снаряженного 658 кг; максимальная взлетная 975 кг
Размеры: размах крыла 10,72 м; длина 7,80 м; высота 2,99 м; площадь крыла 26,50 м2
Описание:
- Savoia-Marchetti S.56
- Flight, December 1932
A "Shot-Welded" Aircraft
Фотографии
-

Мировая Авиация 230
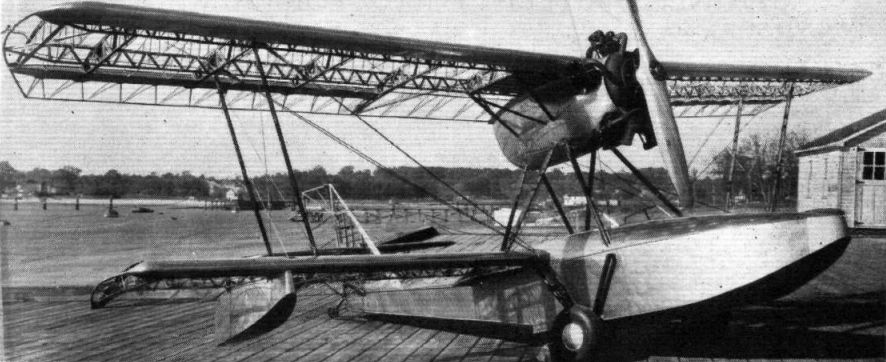
S.56 пользовался большой популярностью в США, где он строился по лицензии "American Aeronautical Corporation" в амфибийном варианте. Эта машина сфотографирована на фоне ангара компании-производителя.
-

Aeroplane Monthly 1988-07 / M.Oakey - Grapevine
Buzz Kaplan’s Savoia-Marchetti S.56B at Old Warden on May 18, 1988. The attractive biplane flying-boat was visiting the UK on its way to appointments on the Continent.
-

Aeroplane Monthly 1984-12 / J.Newman - Oshkosh '84
HOWARD LEVY'S photograph of the Savoia Marchetti S.56B replica
Dodging the Spitfires and Messerschmitts at Duxford on May 13-18, 1988 will be Buzz Kaplan's 1930 Savoia-Marchetti S.56B, visiting from the USA en route to La Ferte-Alois. -

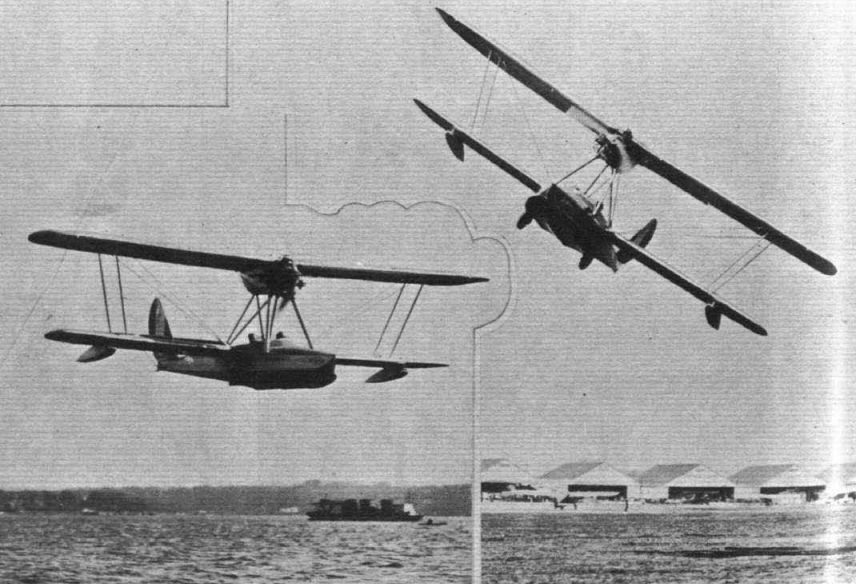
Flight 1929-06 / Flight
A NEW ITALIAN-AMERICAN AMPHIBIAN: Two views of the American Savoia Marchetti "S.56." The well-known Italian Savoia machines are being constructed in America by the American Aeronautical Corporation of New York. The "S.56" is a three-seater "Baby" amphibian equipped with an American engine of 100 h.p. It has an overall span of 34 ft. 1 1/2 ins. and a speed range of 38-92 m.p.h. Dual control is fitted, so the machine is equally suitable for instruction work or passenger carrying.
-

Flight 1930-06 / Flight
AERIAL POLICE: As previously reported in "Flight," New York Police have been equipped with a number of Savoia S-56 amphibian flying-boats for aerial patrol work. These are seen here taking part in a procession through New York City, mounted on special General Motor lorries.
-

Flight 1932-12 / Flight
Регистрационный номер: 749N -

Flight 1932-12 / Flight
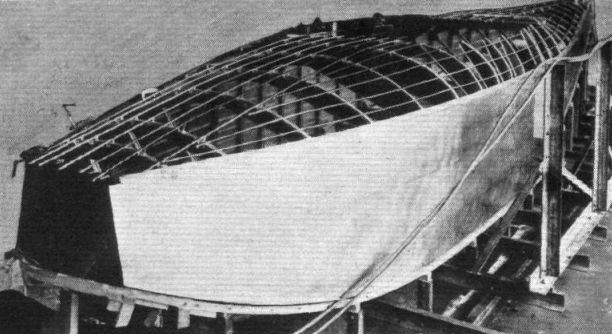
SHOT-WELDED ENTIRELY IN STAINLESS STEEL: The BB.1 Amphibian in skeleton. The machine is coming to this country shortly.
-

Flight 1932-12 / Flight
THE HULL OF THE BB.1: Sides and bottom were assembled as units and then welded to the frames and stringers. The latter are of U-section. Watertight joints were obtained by running solder into the gaps between welds.




- Фотографии